


一款全自动小袋包装机的结构介绍
为了提升生产效率,越来越多的企业开始采用自动包装设备。自动包装设备节省了人力和财力,提高了生产效率,也更高保障了产品质量和安全生产。
目前大多数企业使用的是半自动包装机,由人工套袋后设备自动完成称重、装袋、封口等工序,人工在旁进行辅助包装。实际使用过程中每台设备还需配置2-3名操作工进行上袋和系袋、辅助包装等工作。
本文介绍一款全自动小袋包装机,进一步减少人工,提高包装效率。
这款全自动小袋包装机由以下及部分组成:包括给料单元、称重单元、送袋单元、挑袋单元、物料灌装单元、移送单元和控制系统(PLC)。
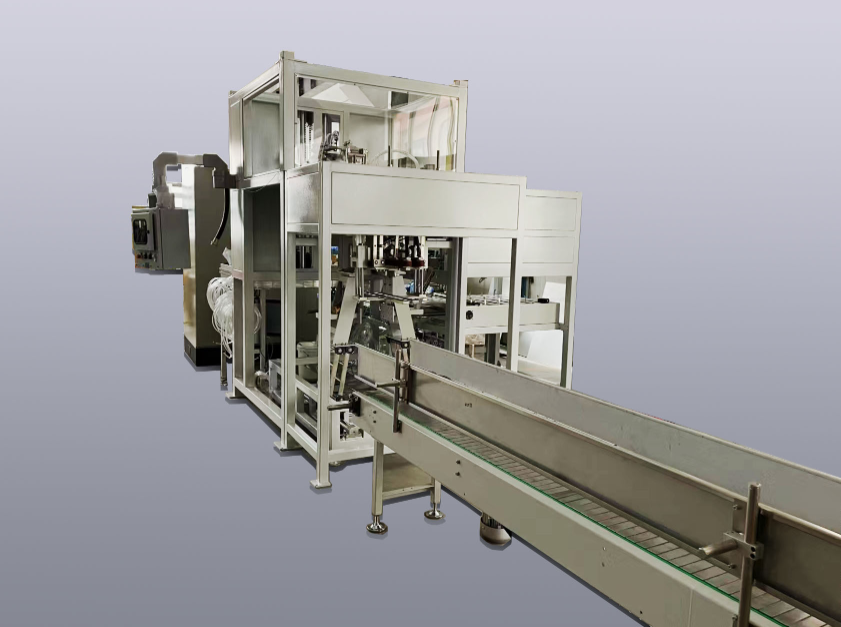
全自动小袋包装机工作流程
设备运行时,物料由上一级设备下料斗送到给料单元入口,物料经过螺旋给料机输送至称重单元,称重后的定量物料(25kg--50kg/袋)进入由送袋单元自动套在落料斗上的一字袋内,灌装结束后,料袋由移送单元转移到后续的缝合单元,实现物料的全自动包装。后续输送至质量复检机进行复检,由拣选机剔除不合格料袋,合格的料袋在过渡输送机上由喷码机打印批号,并送人码垛单元。
给料和称重单元:
上一级设备出来的产品物料,进入到给料单元的入口,由伺服电机驱动螺旋输送机将产品输送到称重料斗。PLC控制器根据称重料斗传感器反馈的称重数据,自动控制螺旋输送机的转速,以达到控制给料精度的目的。称重单元是由三个称重传感器组成,称重过程中实时反馈质量数据,并将数据反馈给PLC,以便控制伺服电机的速度和启停。当达到设定的称重重量后,伺服电机停止称重,预备进行自动装袋。

物料灌装单元
设备通过伺服电机和气缸实现自动套袋功能,料袋达到套袋位之后,夹袋装置夹紧袋口,落料夹口张开撑开料袋,准备进行自动下料装袋。下料前系统会进行正压检测,以保证料袋准备到位。正压检测通过后称重单元的称重料斗下料阀门开启,物料由重力作用落入料袋内。装袋完毕后,下料阀门关闭、落料夹口关闭,撑袋杆撑开整理袋口,料袋通过移送单元转移到后续的缝合单元。
整个工作过程由PLC进行控制,现场就地控制柜可实现启动、停止、故障报警等功能,可视化人机界面,操作方面。整个控制可通过DCS并入中央控制系统,可实现对生产线远程控制、监控、管理等功能,实现多设备的集成化控制和管理,实现数字化和智能化生产。

管工科技专注于粉体输送及自动化处理系统的研发与制造,提供粉粒体物料的气力输送、管链输送、自动拆包、包装码垛等一系列的设备和相关配件,致力于为客户提供从总体设计、设备生产及成套、安装指导、开车调试到售后的一站式服务,诚挚期待与您合作!

-
在线客服
-
服务热线
400-777-8982
服务热线(早8:45-晚9:00)
-
官方微信